For a person like me who only welds something, with a stick welder, maybe once a month. I normally am using used metal, rarely any new metal. Just looking for general ideas. I'm not a trained welder.
Me neither but I like 7018 a lot. Easiest for me to cover consistent results with. I’ve been doing a lot of 6011 and 6013, and I can’t do anything with 6013 but I have found 6011 pretty handy on the galvanized stuff I’ve been working with lately.
If I was doing one rod, it would probably be 7018. But I’m a total newb so don’t take my recommendation to the bank and try to cash it.
I bought a box of 7018 for my bucket build. They penetrate good and the welds hold well. The downside I find is that they tend to stick when starting and the flux is brittle.
7014 & 6013 are fairly similar to each other and are pretty easy to use. 6011 is best for anything that can't be prepped much (grinding off rust, etc). 7018 leaves pretty welds but i think is a bit harder to use. Also you really need a DC machine to weld most 7018. There is a version called 7018AC that works on AC also. With a good DC machine you can get 6010 instead of 6011, though they are similar in what they do. 6010 is known to be harder to run, especially on weaker machines.
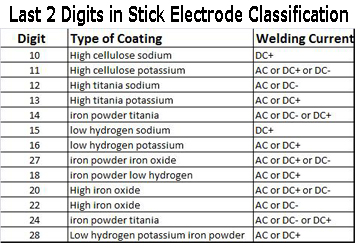
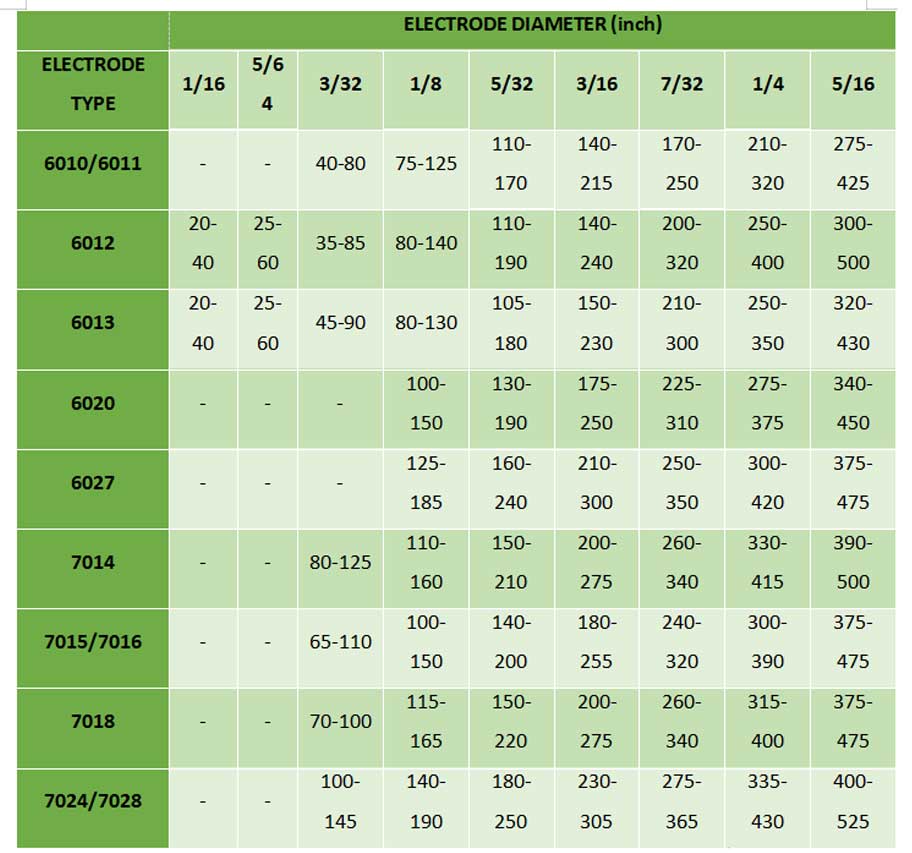
Handy charts. The amperage settings are approximate, every machine is different. If the end of your rod turns black you are too hot. If beads are stringy too cold.
Don't forget the 18 series low hydrogen rod requires to be stored in a warm environment. It absorbs moisture very fast and results in porosity and hard starting. Leave out overnight in high humidity and you will quickly see. Stick with 7014 for cover passes. 6010/6011 is still best for root passes due to its quick freeze. If you do not have a small bead on the back side you do not have complete penetration and therefore a weak weld. Welding from both sides will reduce warping.
7018's are my favorite I like Lincoln excaliber and fleet weld, esab makes a really good 7018 ac rod. I use 7014 rods quite a bit to just because they are handy, they work well for most things on ac and dc and they are way easier to re-strike than 7018 rods. even though 6013's are generally considered a ac electrode I burn those on dc from time to time and in my opinion they perform much better with dc current. if you need to fill gaps or lay a lot of metal fast 7024 electrodes run well on ac and probably dc to but I can't remember if I have tried them on dc or not.